 Manufacturing
Dave Kessner –
Vice President Manufacturing
Kevin Yelle –
Director Manufacturing Support
Chris Davis –
Fontana Plant/Project Manager
Investor/Analyst USA Tour –
10 & 11 September 212
Exhibit 99.2 |
| Manufacturing
Dave Kessner –
Vice President Manufacturing
Kevin Yelle –
Director Manufacturing Support
Chris Davis –
Fontana Plant/Project Manager
Investor/Analyst USA Tour –
10 & 11 September 212
Exhibit 99.2 |
 –
Learning
–
Go forward
AGENDA
Fiber
Cement
History/Evolution
–
David
Kessner
Capacity
–
Kevin
Yelle
Fontana
–
Chris
Davis |
 Dave
Kessner – Manufacturing Overview |
 1990:
Started with 4 tubs x 4 feet wide sheet machines
-
Interleavers
-
Finishing
-
No Coating
-
Coatings
–
Systems
developed
for
sheet
machine/finishing
2005:
Moved to 9 tubs x 5 feet wide sheet machines
LONG TERM EVOLUTION
Low throughput (evolved from 40 mmsf to 90 mmsf)
Manual Handling
Higher throughput (90 mmsf to 200 mmsf)
Automation (No manual handling)
Primed
2002:
Higher
throughput
(250
mmsf)
–
Not
linear
Automation
Steel Interleavers
Capacity
for
FC
siding
with
ColorPlus
®
Technology
1997:
Moved to 6 tubs x 5 feet wide sheet machines |
 1990
– 2006
OPERATIONAL PHILOSOPHY
Throughput focused
Product mix (primarily textured plank)
Engineering driven
Single sourced specialty products
Supply constrained |
 2007
– 2011 (Housing Market Downturn)
-
Downsized plants
-
Treat all costs (except depreciation, tax and insurance) as variable
-
Minimize waste
-
Cost per hour
*
Scalable, linear
-
Lowest delivered cash cost to market
-
Compressible spend per unit remained relatively flat
-
Developed better model for matching supply and demand and allowing
flexibility -
OPERATIONAL PHILOSOPHY
Excess capacity due to weak market demand
More complex product mix, increased # of SKUs resulted in shorter production
runs
Cash
cost
focused
–
High
focus
on
$
spent
given
significant
drop
in
volume
Key Areas of Success
Improved ability to manufacture
more complex SKU mix |
 2011
– Present
-
Smooth
-
Thickness
-
Edge details
-
Precision cut
-
Packaging (job packs)
-
HardieTrim
®
*
East Coast
*
West Coast
-
HardieBacker
®
*
SE Capability
-
HardiePlank
®
*
HZ10 Plant with HZ5 flexibility
OPERATIONAL PHILOSOPHY
Product mix shift
Regional
sourcing
–
West,
Central
and
East |
 2012
and Beyond -
Higher utilization of existing capacity
*
Duration vs. frequency of delay
*
Planned stops
*
Prepare for long continuous runs
-
Maintenance / Production
*
Working off same game plan
*
Break work into smaller pieces
OPERATIONAL PHILOSOPHY
Peru Project |
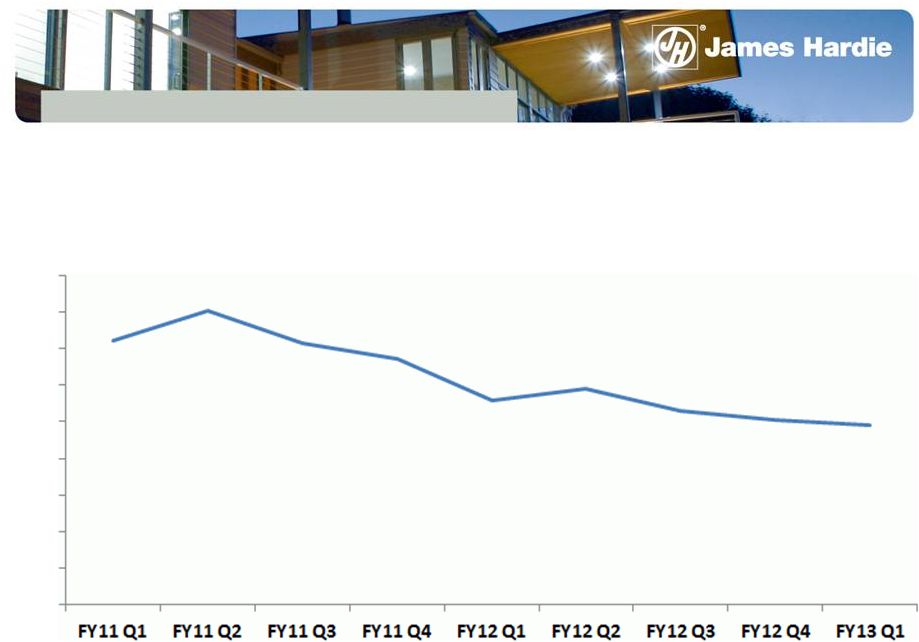 30%
reduction MACHINE OPERATIONS
Sheet Machine Delay |
 Kevin
Yelle – Capacity |
 Capacity ahead of demand
CAPACITY: 2012 –
2015
Ramp up “flex capacity”
Brownfield restart capacity
Greenfield capacity |
 Ramp
Up Flex Capacity CAPACITY: 2012 –
2015
Increase run time on operational lines
Restart idled lines in operational facilities
–
Example: Waxahachie sheet machine #1 |
 *
East Coast HardieTrim
®
*
South East HardieBacker
®
CAPACITY: 2012 –
2015
Use regional supply/demand model to determine which plants/when
Fontana, CA options
Summerville, SC options
Provide additional flexibility
Support regional product mix concept
Examples
Brownfield Startups |
 Greenfield Plants
CAPACITY: 2012 –
2015
Use model to determine where and when
North options
Midsouth options
Pacific Northwest options |
 Chris
Davis – Fontana |
 1990
– 2007
FONTANA
Roofing
HardieBacker
®
,
HardiePanel
®
and
HardiePlank
®
support
for
out
of
market geographies
Manual handling
Inputs
high
–
utilities,
labor,
raw
materials |
 Be competitive in local market
Natural West Coast backer market, panel supplier for West Coast
Lead the business in low headcount operations
*
Multi skilled workforce
*
Automation
*
Culture of continuous improvement & work elimination
R&D Development Plant
Experiment with operational models
Leverage Fontana site resources
FONTANA –
RESTART
Make Fontana healthy longer term
Fontana: 2014 and Forward |
 Questions |